

WOOD flooring has been present within buildings for hundreds of years. However, the use of adhesives for its installation is a relatively recent phenomenon. For many years the only common adhesive use would have been the installation of parquet blocks using hot tar (bitumen).
In fact, cold bitumen adhesives, which eventually followed, have been routinely used for parquet flooring until fairly recently, and there are thousands of square meters of flooring in use today that have been installed in this way. Unfortunately, bitumen adhesives do not stand the test of time. As the bitumen ages it becomes brittle and less able to cope with the stresses imposed upon it.
Timber is a dynamic material which reacts to changing levels of humidity, expanding typically during the summer months, and shrinking during winter when heating regimes are implemented. In addition to this, the flooring is subjected to stresses as the floor is trafficked.
The adhesive layer in contact with the subfloor has to be able to cope with these stresses in order to avoid failure – the detaching of the timber. Parquet blocks attached with bitumen often develop hollow spots and later become loose due to the inability of the bitumen to cope with these stresses, particularly as the bitumen ages and becomes more brittle in nature.
Additionally, the bitumen adhesive layer functioned as a moisture barrier to prevent the ingress of moisture from below. As this layer degrades, moisture affects the timber, increasing the stresses further, accelerating the deterioration of the adhesive bond resulting in widespread failure.

The rise of solvents:
Adhesive development progressed and the use of solvent-based adhesives became very common. Cheap and simple to use (single component) these adhesives dominated the UK market for decades. In terms of the physical aspects, solvent adhesives tend to have ‘hard-plastic’ properties, which means that although the cured adhesive appears to be quite brittle, it can deform slightly when under stress. This makes a much more reliable installation compared to a completely rigid, brittle adhesive. The biggest disadvantage of this approach is the high solvent content and the associated health and safety concerns. As concern grew, regarding the solvents present in these adhesives, cleaner alternatives were sought. Also in some markets such as The Netherlands, legislation was introduced which restricted the use, transportation and storage of these products.
Water based products:
Water-based, or dispersion adhesives, are used widely in Holland and Germany where concerns regarding VOCs and indoor air quality are high. These adhesives function like the solvent-based products, setting due to the physical evaporation of water. They can also be modified to give differing characteristics for installing different types of timber flooring products. For instance, in the past Bona manufactured a water-based adhesive specifically for installing large end grain blocks. This adhesive retained a high degree of elasticity allowing the blocks to move freely but remaining fixed to the subfloor.
Although water-based adhesives are undeniably ‘clean’ the water content does represent an issue when dealing with a dynamic material such as timber. Water from the adhesive can migrate into the timber causing it to expand and distort slightly. To mitigate this the floor must be allowed sufficient time for the adhesive to dry completely before the floor is sanded. This can take up to a week which can limit the usefulness within a busy commercial project. Due to this reason, water-based wood flooring adhesives are largely absent from the UK market.
Reactive adhesives:
With further pressures to move away from solvent-based products, a new genre of product has emerged: ‘reactive adhesives’. These are commonly based on polyurethane or silicone derivatives (silane) and set/cure due to a chemical reaction as opposed to the simple evaporation of water or solvent. This makes them very reliable with less influence from temperature and humidity allowing the installed flooring to be sanded after just 24 hours, in some cases even sooner, depending on the reactivity of the specific adhesive used. Some reactive adhesives, such as some polyurethane (PU) ones, require a separate hardener to cure. These two-pack products although very reliable often have additional health and safety issues relating to their hardener and restrictions exist in some markets. The single component versions tend to be favoured for this reason and, from the contractor’s perspective, there is less wastage.
Reactive, silane adhesives have additional benefits compared to PU products. They react with atmospheric water, so require no additional catalyst. Also, they are very clean to use; easily removed from tools, hands, and the surface of pre-finished flooring. The adhesives are free from solvent and water, so there is no impact on the timber in terms of swelling. Silane adhesives can be formulated to provide different physical properties in terms of their shear strength and flexibility. This has led to the development of adhesives for specific applications, such as for very wide boards, where a high shear strength is needed, and for engineered products where greater elasticity is of benefit.
The main advantage of a reactive adhesive over a water-based or solvent-based product, is the wider range of applications they can be used for. Reactive adhesives can be used onto ceramic tiles, moisture barriers, glass and metal, and their use has simplified the preparation of a subfloor prior to installation. Previously if a contractor was faced with a non-absorbent subfloor, this would have to be transformed into an absorbent one prior to installing the timber using adhesive. Typically this would involve overlaying the existing surface with plywood or cementitious screed. This is no longer the case with installations progressing much more quickly and using products which are not harmful to the contractor or customer.
Performance:
One might expect the requirements for a wood flooring adhesive to be quite simple: to stick the floor to a suitable substrate. However, when dealing with wood flooring, adhesives must do a lot more. For a successful installation, the adhesive must be able to cope with the changing physical properties of the timber and subfloor. As a manufacturer, our aim is to produce the safest adhesives which have extremely high performance. But, how does an adhesive actually ‘perform’?
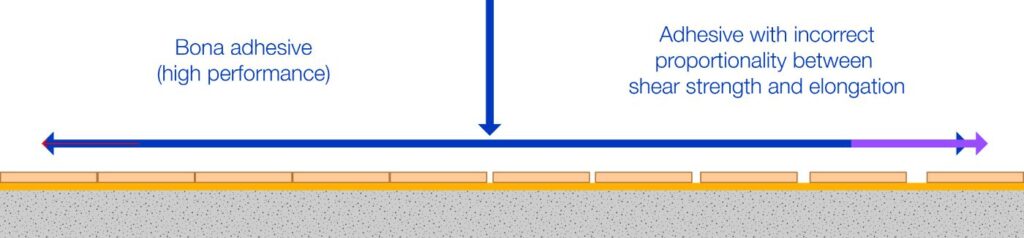
To answer this, we need to consider the factors that have influenced the development of Bona’s high performance adhesives: shear strength. elongation, and elasticity. The international standard for adhesives, ISO 17178, defines adhesives according to these physical properties and puts adhesives into one of three classes: elastic, hard-elastic, and hard. This gives the specifier the ability to choose the most suitable adhesive for any given installation.
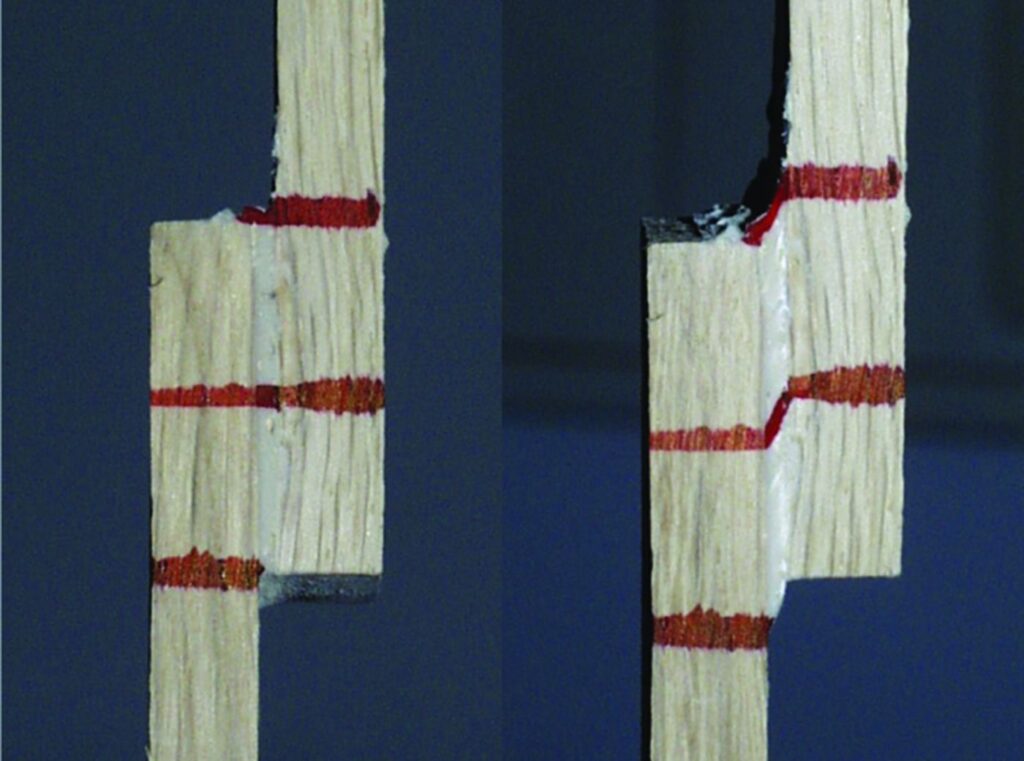
Shear strength is the amount of force, measured in Newtons per square mm (Nmm²), required to physically ‘break’ the adhesive. Imagine a tug of war – the shear strength would be the force required for the rope to snap. Elongation is the extent to which an adhesive will deform in response to stress, or how much the tug of war rope will stretch before it snaps. Finally, elasticity is the ability for an adhesive to return to its original shape following being stretched (deformation). As we will see this is an important property of high performance adhesives in terms of the long-term stability of wood flooring. Fig 1 shows stress being applied to two pieces of wood glued together with a test adhesive and measurement of the distance the adhesive stretches before breaking (elongation) and the force required to do so (shear strength)
According to ISO17178 an adhesive will be deemed ‘elastic’ if it has shear stength between 1.0 and 2.0 Nmm² and an elongation of at least 1.0. The adhesive is ‘hard-elastic’ when shear strength is at least 2.0Nmm² and elongation at least 0.5. An adhesive is catagorised as ‘hard’ when shear strength is higher than 3.0 Nmm². There is no criteria for elongation for hard adhesives as they are much more rigid, even brittle.
Bona offers adhesives in all three catagories in order to satisfy the sometimes challenging requirements of the varied timber products on the market.
Elastic adhesives are well suited for bonding engineered wood flooring, where the stresses produced from expansion and contraction during the normal humidity cycle are less pronounced, due to the increased structural stability of these products. Higher shear strengths are more important when bonding solid timber flooring to a substrate, where there is greater potential for movement and the generation of high stresses. A hard-elastic adhesive can provide an excellent mix of strength and flexibility. The elongation that the adhesive has means that when the timber expands in the summer and shrinks when the heating is functional in the winter, the stresses exerted are not directly transferred to the subfloor, ensuring a reliable and secure installation. Solid timber boards are also more prone to cupping when moisture levels are higher. An adhesive that is elastic is less able to restrict this vertical movement, compared with a hard-elastic or hard adhesive.
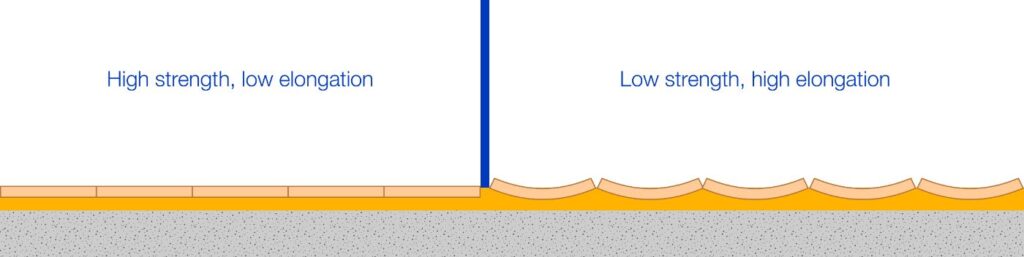
It is important that when flexible adhesives are used that the elasticity remains for the life of the floor. During the seasonal movement of the timber the adhesive will be stretched, but due to its elastic properties it should return to its original dimensions. Low performance adhesives will lose this elasticity over time, leading to the emergence of gaps between boards. This can sometimes be found on older floors and can be identified when gaps between boards appear near the perimeter of the floor as the adhesive loses it elastic property. A floor laid using a high quality adhesive will not suffer in the same way.
When more exotic wooden floor products are to be installed that are more prone to movement (expansion and cupping), such as endgrain blocks, very wide and long solid boards, a hard adhesive offers benefits. A hard adhesive will resist cupping and will minimise the appearance of shrinkage gaps during dryer periods of the year.
This more stable installation does require however that the subfloor is prepared to a high standard, as stresses are transferred directly to it, particularly with two-component polyurethane adhesives which are brittle in nature. An exception to this is the silane-based Bona Titan which has some flexibility and is therefore optimal for any challenging installations involving solid, wide boards.
Ultimately, the key to producing high performance adhesives that retain their shear strength and elasticity as they age, is having high quality ingredients. This may result in a higher cost, but when it comes to a floor which should last a lifetime – is it worth compromising on quality?
BONA
01908 525150
info.uk@bona.com
www.bona.com








{kind=link}